








基于玻璃啤酒瓶抗冲击检验结果重复性的对策研究
时间:2023-04-18 发布:迪科瑞仪器 来源:包装工程
摘要: 通过对啤酒瓶的抗冲击项目进行重复性测试,分析质量水平与公布数据之间的差异原因,探求适合持续监管和减少异议复检的对策。
基于玻璃啤酒瓶抗冲击检验结果重复性的对策研究
曾忠斌 1,2,仇凯 3
(1.甘肃省产品质量监督检验研究院 兰州 730000;2.国家包装产品质量检验检测中心(兰州),兰州 730000;3.济南迪科瑞仪器有限公司,济南 250000)
摘要:目的 通过对啤酒瓶的抗冲击项目进行重复性测试,分析质量水平与公布数据之间的差异原因,探求适合持续监管和减少异议复检的对策。方法 通过在同等条件下,对 99 组不同地区、不同厂家、不同规格的样品进行连续检测抗冲击指标,统计该项目结果的再现性。结果 抗冲击项目在相同条件下的连续检测,不论是通过组还是未通过组,其结果再现性都很低。同理,监督工作中如运用备样进行复检,并以复检结果作为最终定论,可造成大概率的结论否定,给监管工作增加难度,使承检机构出具报告处于两难境遇。结论 啤酒瓶抗冲击指标作为重复性很低的破坏性试验项目,不适合在监督工作中的备样复检,应严格规范试验过程,保留现场试验影像记录等方式,作为异议复检的证明资料对策运用,不但要能便于持续性监管,避免自我否定,而且还能维护各方的权益,确保监督工作的公信度。
关键词:啤酒瓶;抗冲击;再现性;监督抽查;备样;复检
中图分类号:TB484.5;TB487;TQ171.76 文献标识码:A 文章编号:1001-3563(2023)07-0321-07 DOI:10.19554/j.cnki.1001-3563.2023.07.038
作为非晶无机非金属材料,玻璃具有耐污染、高透明、高强度、低成本、耐腐蚀、可回收等物理特性和惰性的化学性能优势,被日用包装行业作为安全度最高的包装材料,首选应用于食品和医药领域[1-3]。玻璃的最大缺点是易破碎,尤其是含有压力的玻璃容器,在使用过程中爆裂破碎引发的致伤、致盲、致残事件屡见不鲜,对人身安全造成很大的伤害。
啤酒瓶作为食品相关产品中含压最高的一类包装,在该行业有着举足轻重的地位。啤酒在发酵阶段产生的二氧化碳气体和灌装过程中高压打入的二氧化碳气体,对啤酒瓶的耐内压和密封性有着较严苛的要求。常温下瓶内压力可达 0.1~0.3 MPa[4],因其内部含的是正压,故在整个流通、消费环节中必须具备很高的抗外力冲击能力,以保证消费者使用时的人身安全,避免因此给企业带来的经济和信誉上的损失。
啤酒瓶的质量安全对整个啤酒行业至关重要,在玻璃类包装产品中消费伤害投诉率最高。GB 4544—2020 啤酒瓶国家强制性标准中,物理力学性能对抗冲击、垂直负荷强度、抗热震性、耐内压力、内应力的检验水平和接收质量限(AQL)都有较高的要求,而啤酒瓶的爆裂跟上述几个物理性能都有关联[5]。抗冲击性能作为啤酒瓶爆裂的主要原因,一直被作为该产品的重要监测指标。此类产品虽经过近 20 年的连续监管,整体合格率有所提升,但是该产品的质量状况是否能持续稳定不可而知。
1 试验
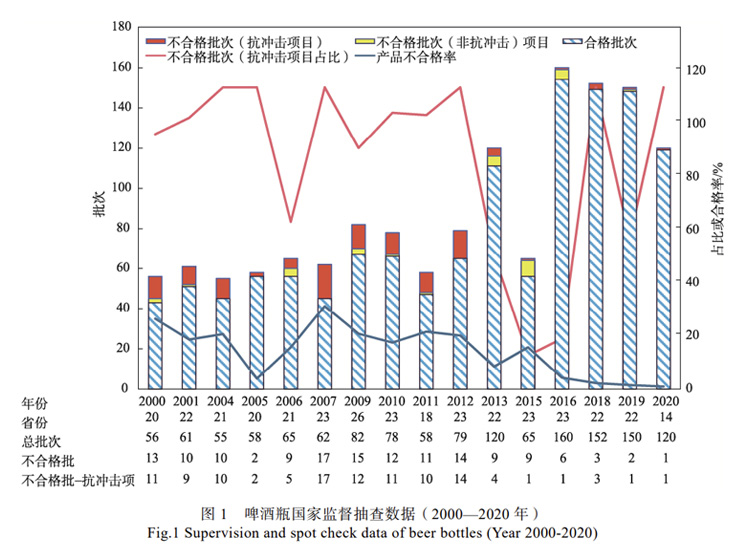
通过 2000 年到 2020 年国家对该产品进行的 16次监督抽查数据曲线来看[6-14](见图 1),虽然产品不合格率逐年走低,但抗冲击项目的不合格发现率在啤酒瓶产品的总不合格率中依然稳居榜首,该项目仍然是啤酒瓶产品质量是否真正合格的“风向标”。跟踪近2 年啤酒瓶产品抗冲击项目在同等试验条件下,对不同地区、不同厂家、不同规格的样品进行重复多次的测试,统计该破坏性试验结果的再现性,分析研判实际质量水平与公布数据之间的差异原因,为检验结果重复性低的此类产品,探求适合持续监管和减少异议复检的对策。
1.1 试样信息
试验样品为啤酒瓶生产企业生产的可回收“B”瓶,分别为 2020、2021 年这 2 年内生产的新瓶,来自陕西、四川、甘肃、广西、贵州、河北、湖北、山东、上海、福建、广东、浙江、湖南,数量分别为12、8、13、11、2、5、4、19、10、1、8、4、2,涉及 32 个厂家共 99 组样品。
产品分别有 200、207、218、250、300、316、330、460、500、508、580、600、620、640 mL 共 14种规格(容量),每种容量分别有 1、3、1、3、3、3、12、2、50、3、13、2、2、1 组。颜色方面,绿色瓶 64组,白色瓶(透明)30 组,棕色瓶 2 组,蓝色瓶 3 组。
1.2 试样状态
试样均为独立包装、经邮寄后到达检验地,每组试样均为同一厂家、同一批次、同一规格、同一颜色。拆箱后随机取样,剔除外观有缺陷、破损等不适合检验的样本,取样过程避免试样之间的摩擦、碰撞等可能对试样造成二次损伤的操作。
1.3 过程要求
检验人员 2 名,拆箱随机取出 24 只瓶,分别进行 3 轮测试,每轮 8 只,编号 1—8。按监督抽查细则要求,第 1 轮检验数据作为结论判定组,后 2 轮为对照组,同时对检验过程进行录像并保存。
1.4 检验条件
检验设备为济南迪科瑞仪器有限公司全自动冲击试验仪。依据 GB/T 6552—2015《玻璃容器 抗机械冲击试验方法》[15]要求,确定试验组冲击部位为“瓶身中部”,冲击能量设定为 0.6 J,进行通过性试验测试,冲击点避开合缝线,三下冲击未破裂为“通过”,破裂为“未通过”。
1.5 冲击点的确认
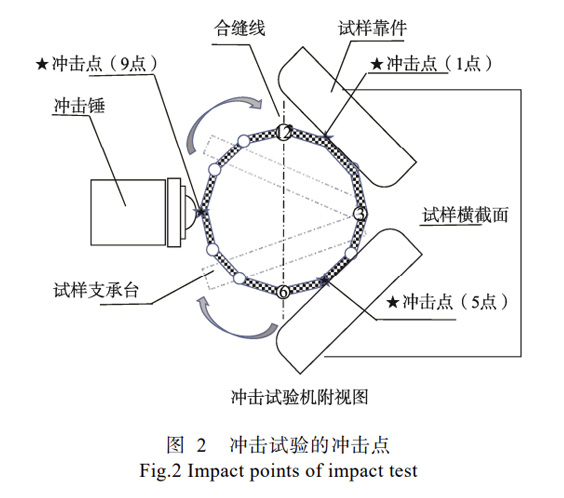
视冲击部位等高的水平横截面,等分为 3 个冲击点,关系互为 120°,按表盘方式划分 12 个冲击点,见图 2。有 4 种冲击组合方案:①9 点、5 点、1 点;②8 点、4 点、12 点;③7 点、3 点、11 点;④6 点、2 点、10 点。当合缝线与 6 点和 12 点重合时,则②、④方案不适用。为保证试验条件的一致性,试验组采用方案①。
1.6 检验步骤
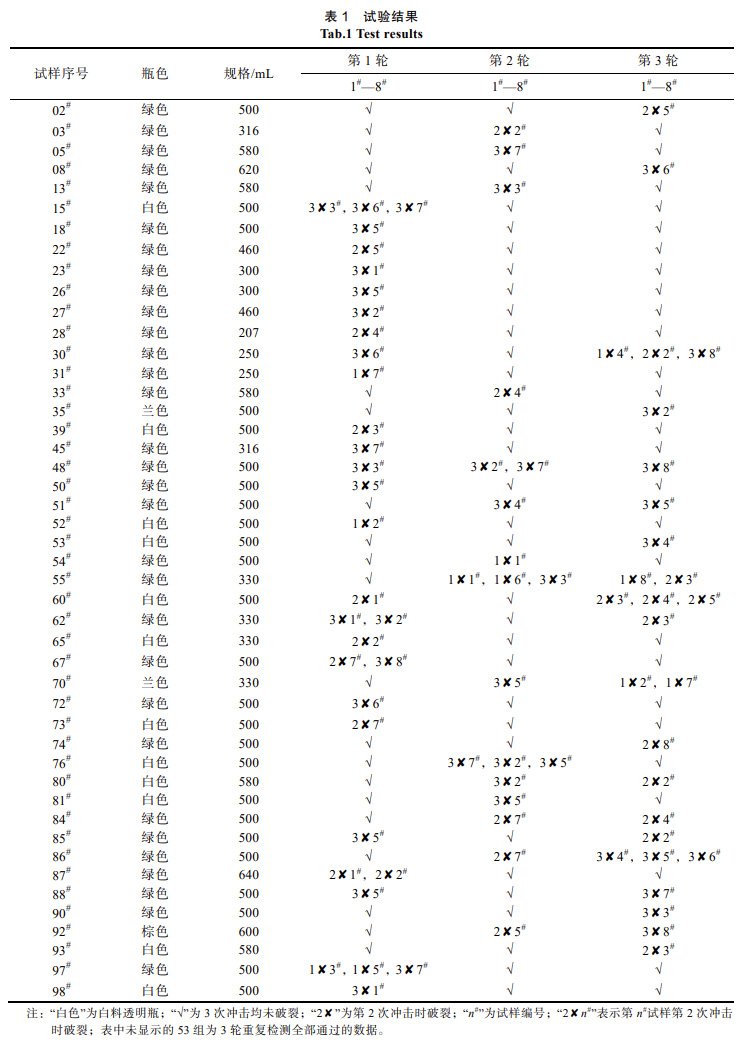
按标准要求调节试样和设备状态,样瓶放置在试样支承台上,调节冲击锤冲击能量为 0.6 J,使自然下垂静止状态的冲击锤端点刚刚触碰试样表面,且调节高度置于样瓶瓶身中部。检验人员立于试验仪器左侧,左手释放冲击锤,每次冲击后需及时控制摆动的冲击锤,避免对同一部位进行二次冲击,影响检验结果。右手固定试样,确保冲击过程中试样的稳定。在此位置俯视,支承台为一虚拟表盘,将样瓶的合缝线垂直于操作者,远端为 12 点,近端为 6 点,与模拟表盘重叠,此时冲击点为 9 点。因啤酒瓶的合缝线可见,故旋转瓶体时用合缝线作为标志点做参照定位。释放冲击锤做第 1 次冲击后,将样瓶按顺时针方向轴向旋转,将样瓶近端 6 点的合缝线旋转过冲击点,放置 10 点位置(此时样瓶的 12 点在表盘的 4 点位),样瓶的 5 点重叠在“表盘”的冲击点位,做第 2 次冲击;继续顺时针轴向旋转瓶身,将样瓶 6 点合缝线转至“表盘”2 点位置,样瓶远端的 12 点重叠于“表盘”的 8 点位,此时样瓶的 1 点位落在冲击点,做第 2 次冲击试验,记录结果,见表 1。
2 结果分析
2.1 通过组的结果再现性
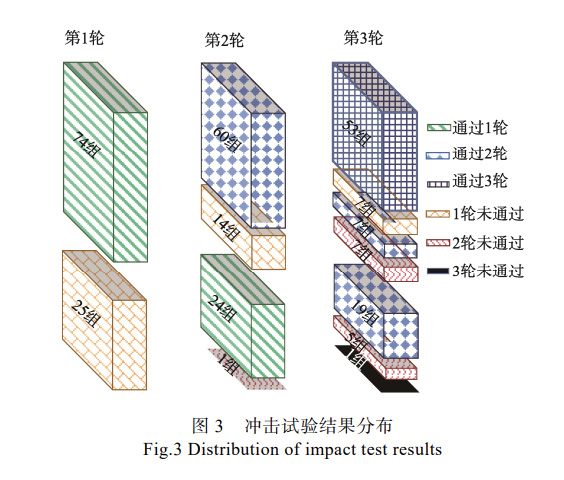
第 1 轮通过的有 74 组,判定为“符合”标准要求。对这 74 组进行第 2 轮检验,通过了 60 组,未通过14 组;继续第 3 轮检验显示,有 53 组通过全部 3 轮的检验,第 3 轮未通过的 14 组有 7 组继续通过,14组仍未通过。
2.2 未通过组的结果再现性
第 1 轮未通过的有 25 组,判定为“不符合”标准要求。对这 25 组进行第 2 轮检验,结果是 24 组通过,1 组仍未通过。进行第 3 轮检验显示,第 2 轮通过的24 组中,有 19 组继续通过,5 组仍未通过,只有 1组在 3 轮测试中均未通过(见图 3)
3 原因分析
一部分破坏性试验是在设定的检验条件下,以样本的完整性被破坏时产生的数据作为结果,比如拉力试验,以试样断裂时的拉力值作为结果,可以通过同一条件下再次检验来重现试验结果,并对数据进行不确定度和精密度的分析确认,以排除人员和设备偏差。啤酒瓶抗冲击项目的这种破坏性试验是要求在一组样本中,每个样本最终能否承受检验条件的强度来判定合格与否,该项目的合格判定 Ac=0;不合格判定 Re=1,就是说这一组必须全部通过为合格。这种检验属性如用备样进行复检往往会得到自我否定的结论,并非对再现性结果的确认。
按监督抽查的要求,如对这 25 组“不合格”的试样复检后,以复检结果为最终结论,会改判为 1%的“不合格率”,近乎全盘否定初检结论,错判率占不合格率的 96%。对通过的 74 组进行第 2 轮检验再现性为 81.1%,第 3 轮后再现性为 71.6%,这 74 组在实际工作中按第 1 轮结果如实出具“合格”的报告,正常情况下被监督方是不会质疑“合格报告”的,复检的可能几乎没有。若将通过组进行第 2 轮的复检,会多出了18.9%的漏判率,这种结论的反转,带来的问题是对监督抽查工作严肃性和科学性的质疑。
4 风险
监督抽查是通过技术手段发现企业的产品质量是否达到实际产品声称的质量限要求,以达到利用监督手段督促企业提高产品质量、促进产业提升、保证消费者权益的目的。随着《产品质量监督抽查管理暂行办法》(国家市场监督管理总局第 18 号令)的发布实施,对组织、抽样、检验、异议处理、结果处理、法律责任等整个抽查环节都进行了系统而严格的规定。组织方、被监督方、承检机构方各自承担着责任与风险,被监督方在面对抽查结论不合格时,运用法律赋予的权利通过正常途径再次确认最后的结果,为此提出的复检理由更是多种多样。复检的初衷是为了弥补监督抽查中的缺陷,对承检机构起到监督的作用,是被监督方的权利,合理运用复检程序是对监督方、承检机构、被监督方和消费者的负责[16]。
GB/T 2828.4—2008《计数抽样检验程序》第 4部分:声称质量水平的评定程序标准中对复验、复检、复查有着明确定义。复验:对样本产品进行重复性、再现性或中间精密度条件下的进一步测试。复检:在原核查总体中再次抽取样本进行检验,决定核查总体是否不合格。复查:复检和复验的统称[17]。
在 GB/T 16306—2008《声称质量水平复检与复验的评定程序》第 4 部分中,复验程序是“对破坏性测试,仅当有可靠的依据说明第 1 次测试有误时,才允许对备份样本产品重新测试,否则,应按复检情形处理”[18]。常说的“复检”实际是标准中的“复验程序”,但是有先决条件的,“必须有可靠依据”,比如能证明试验过程、试验步骤、试验方法,哪怕是操作人员资质、应回避原则等会对结果造成干扰的证据,否则是不能用备样再次试验的。
若按 GB/T 16306—2008 要求对产品启动复检程序,在监督抽查工作中是很难实现的。究其原因一是样本量的增加,在抽样的同时封存的备样是无法满足复检数量要求的,监督抽查中漏判风险质量水平为 10%,啤酒瓶产品声称质量水平为 1.5%,按GB/T 16306—2008 查表 3 得到复检抽样方案 n(样本量)=54,L(不合格品限定数)=2,备样数远远无法满足复检方案的样本量要求;二是从整个监督抽查的过程看,从抽样、检验、报告到送达到被监督方,再从提出异议到同意复检,有的历时几个月,特殊产品已经销售殆尽,很难实现原样本、原数据的再现。
通过试验可以看出,监督抽查过程中最大的风险会出现在未通过组的启用备样复检程序后的结果中,但“96%的错判率和 18.9%的漏判率”的结果对承检机构来说是不可接受的,组织方如何考核承检机构?承检机构以后的工作将面临很大的困扰和阻碍。更为严重的是承检机构为避免出现上述结果,必须考虑所出具的报告是否能够承担复检后结论反转所造成的影响,不排除最终出具的结论报告不能如实反映抽查工作的真实结果,掩盖真实的产品质量问题,造成不合格品流入市场的可能。这不是检验机构的检验水平问题,第 1 轮的未通过是真实的,第 2 轮甚至是第 3 轮的未通过也是真实的,问题出在“复检”是否适用于这种无再现性、破坏性试验属性的项目。
5 应对措施
5.1 备样的作用
备样是在检验用样品出现不能保证完成试验的情况时,用以补充试样而准备的(如因物流等原因造成样品不能满足检验要求),当然也有对产品信息再核实的作用[19]。但是简单的用同等数量的备样或加倍数量的备样,对同一检验项目进行再次试验是不科学的,增加了错判的风险,达不到检验数据的再现和修正作用,也就失去了该数据的公正性、准确性,有悖于监督抽查的目的。
5.2 合理运用程序
面对监管部门的处罚,不排除被监督方抱着侥幸的想法提出复检,如不考虑项目本身再现性低的特性,只是按规定同意“备样复检”的,结论一旦反转就能避免处罚,提出复检的风险只是检验费用而已。作为组织方应提高对异议类型的鉴别能力,区分处理,合理运用复检程序,以保证三方的权益。
5.3 规范检验过程
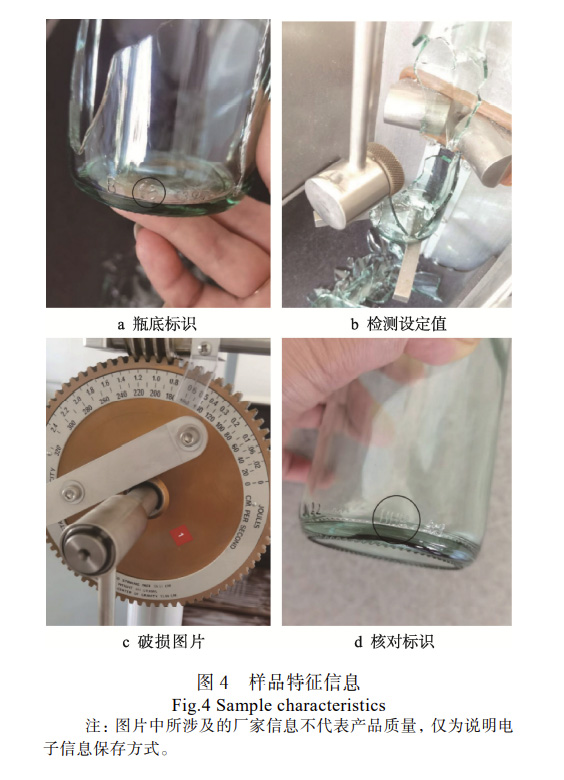
作为承检机构,面对检验数据再现性低的客观试验,应提高检验水平,完善检验制度,优化检验程序,规范检验步骤。承担监督抽查检验工作时,必须在确保数据真实可靠的情况下降低自身风险。如进行此类需现场见证、再现性低、破坏性试验时,应做好现场电子数据的记录[20-21],现场至少布置 2 个摄像点,一个固定录制近景,能清晰记录设备设定的冲击能量值和检验员的操作过程;另一个从远景录制检验周边,从样品拆封到样品转移至操作台的广角范围,对有破碎的试样取有特征性、唯一标记(如样品检验编号、瓶底生产企业图形或字母标识的部位)部位(见图 4),在镜头前再次展示确认记录,试验过程不间断、角度适合再现整个试验全程,镜头全程不离开试样,确保整个检验过程的完整和有效。把视频资料作为电子版原始记录存档,作为处理报告结论异议时必须提供的复查资料,以电子档案方式作为依据重现检验现场,解决此类破坏性试验再现性低的异议复检问题。
6 结语
近年来随着啤酒瓶轻量化技术的提倡,呈现出节能降耗与产品质量需求不协调的问题,新 GB 4544—2020 啤酒瓶标准根据这一问题,对抗冲击指标也做了相应修订。但是轻量化技术水平的参差不齐、工艺的不稳定造成抗冲击项目指标的不稳定,影响产品质量的因素依然存在,呈非系统性无规律地出现。新标准中还增加了可回收旧啤酒瓶的技术要求,抗冲击项目作为该产品的标志性质量指标能否满足市场需求,减少啤酒瓶爆裂带来的人身伤害,其质量水平还需要监管部门进一步确认和跟踪管理。
参考文献:
[1] 罗鹏, 计宏伟. 玻璃容器与食品包装的结合——当今美国玻璃包装工业的特点[J]. 食品工业科技, 2003, 24(7): 72-74.
LUO Peng, JI Hong-wei. Food Packaging with Glass Container Features of American Glass Container Industry[J]. Science and Technology of Food Industry, 2003, 24(7): 72-74.
[2] KOVAC M J, KEPPLE J B, THOMPSON L E. Optimisation of The Glass Container Handling Process[J]. Glass Container Production, 1985, 62(5): 180-184.
[3] MICHAEL K. Fracture Diagnosis Improves Quality and Performance[J]. Glass, 1992, 69(3): 101-102.
[4] 泽敏. 啤酒瓶产品质量国家监督抽查结果[J]. 商品与质量, 2006(33): 6.
ZE Min. Results and Analysis on State Supervision and Spot Check about Beer Bottle[J] The Journal Quality of Goods, 2004(33): 6
[5] GB 4544—2020 , 啤酒瓶[S].
GB 4544—2020, Beer Bottle[S].
[6] 佚名. 啤酒瓶质量抽查信息[J]. 啤酒科技, 2000(10): 66.
Anon. Spot Check Quality Information about Beer Botle[J] Beer Tech, 2000(10): 66.
[7] 佚名. 2006 年啤酒瓶产品质量国家监督抽查结果[J]. 世界标准信息, 2006(9): 10.
Anon. Results and Analysis on State Supervision and Spot Check about Beer Bottle in 2001[J] Word Standards News, 2006(9): 10.
[8] 佚名. 国家监督抽查结果表明啤酒瓶的主要质量问题是存在安全隐患[J]. 监督与选择, 2004(11): 42.
Anon. State Supervision and Spot Check Results Show the Existence of Potential Safety Hazards of Beer Bottle[J] Supervision and Choice Magazine, 2004(11): 42.
[9] 佚名. 产品质量国家监督抽查结果显示啤酒瓶抽样合格率为 72.6%[J]. 监督与选择, 2006(9): 21.
Anon. State Supervision and Spot Check Results Show 72.6% Qualified Rate of Beer Bottle Sampling[J] Supervision and Choice Magazine, 2006(9): 21.
[10] 国家质量监督检验检疫总局. 啤酒瓶产品质量国家监督抽查质量公告[J]. 啤酒科技, 2008(8): 2.
General Administration of Quality Supervision, Inspection and Quarantine. Announcement of National Supervision and Spot Check on Beer Bottle Product Quality[J]. Global Alcinfo, 2008(8): 2.
[11] 佚名. 啤酒瓶产品质量国家监督抽查质量公告[J]. 啤酒科技, 2008(8): 2.
Anon. Quality Announcement on State Supervision and Spot Check about Beer Bottle[J]. Beer Tech, 2008(8): 2.
[12] 赵威. 84 种啤酒瓶 15 种不达标[N]. 中国包装报, 2010-01-22(004).
ZHAO Wei. 15 Substandard of 84 Kinds of Beer Bottles [N]. China Packaging, 2010-01-22 (004).
[13] 佚名. 解读“啤酒瓶产品质量国家监督抽查结果”[J]. 啤酒科技, 2011(3): 3.
Anon. Analysis on "State Supervision and Spot Check Results about Beer Bottle"[J] Beer Tech, 2011(3): 3.
[14] 国家质监总局公布啤酒及啤酒瓶产品质量国家监督抽查结果[J]. 啤酒科技, 2012(7): 4-8.
AQSIQ Announced the Quality Results of State Supervision and Spot Check about Beer Bottle[J]. Beer Tech, 2012(7): 4-8.
[15] GB/T 6552—2015, 玻璃容器 抗机械冲击试验方法[S].
GB/T 6552—2015, Mechanical Glass Container Impact Resistance Test Method[S].
[16] 叶永和. 监督抽查中 “三同” 及备样复查的问题[J]. 西部皮革, 2021, 43(1): 15-16.
YE Yong-he. On "Three Same Product" and Repeat Test or Inspection in Supervision and Random Checking[J]. West Leather, 2021, 43(1): 15-16.
[17] GB/T 2828.4—2008,计数抽样检验程序第 4 部分: 声称质量水平的评定程序[S].
GB/T 2828.4—2008, Sampling Inspection Procedures by Attribute Part 4: Evaluation Procedures for Claimed Quality Level[S].
[18] GB/T 16306—2008, 声称质量水平复检与复验的评定程序[S].
GB/T 16306—2008, Evaluation Procedure for Inspection and Re-inspection on Claimed Quality Level[S].
[19] 叶永和. 备样在监督检验中的作用[J]. 中国质量技术监督, 2009(8): 60-61.
YE Yong-he. The Role of Sample Preparation in Supervision and Inspection[J]. China Quality Supervision, 2009(8): 60-61.
[20] 叶永和. 产品质量监督抽查复检工作面临的问题及其建议[J]. 质量技术监督研究, 2020(2): 52-54.
YE Yong-he. Problems and Suggestions of Retest after Product Quality Supervision and Random Checking[J]. Quality and Technical Supervision Research, 2020(2): 52-54.
[21] 叶永和. 也谈产品质量监督抽查异议复检[J]. 中国纤检, 2022(1): 40-42.
YE Yong-he. Objection and Recheck on Product Quality Supervision and Spot Check[J] China Fiber Inspection, 2022(1): 40-42.
- 下一条
- 无